626
La sicurezza in fabbrica
(macchinari e D.P.I.)
Oggi abbiamo tutta una serie di normative che mirano ad assicurare il massimo della sicurezza, sul posto di lavoro, e dei macchinari utilizzati. Ogni macchina immessa sul mercato, subisce seri test di sicurezza, ma un tempo, la macchina aveva un valore maggiore rispetto alla vita uamana, per cui si curava più la produttività del macchianario, che l'operatore. Ecco qui sotto, delle foto che ho trovato sul web, dalle quali si possono evidenziare gravissime carenze in materia di prevenzione infortuni. L'epoca a cui si riferiscono, è quella fine anni '40 inizi '50, ma personalmente, ho avuto modo di vederne ancora in funzione negli anni '70.
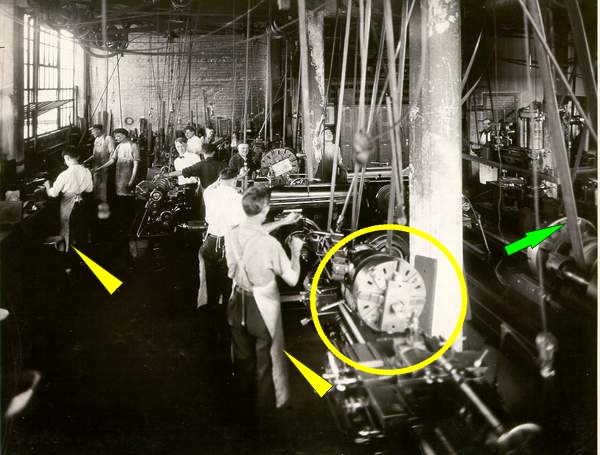
Sotto: Un laboratorio di tornitura.
Come usava allora, il movimento delle macchine non era con motori singoli, ma bensì con un sistema di cinghie di trasmissione, realizzata con tutta una serie di alberi e pulegge collegate da cinghie di cuoio. Il tutto sospese al soffitto dei laboratori, con rinvii verticali ad ogni macchina.
Tutto il sistema veniva alimentato da macchine a vapore prima, ed elettriche poi. Ma come si vede dalla foto, tutto il sistema non aveva alcuna protezione. Le parti rotanti delle macchine, non avevano alcuna barriera ed addirittura, gli operai indossavano dei grembiuli, (frecce gialle) molto pericolosi in prossimità di parti in movimento non protette, come pulegge e cinghie (freccia verde) e anche mandrini (cerchio giallo). Nella foto si nota male se qualcuno indossa occhiali o visiere di sicurezza.
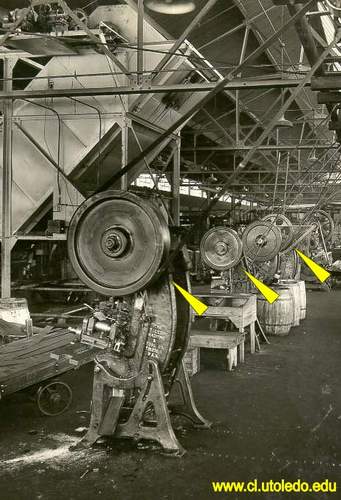
Sotto, si vede meglio il sitema di rinvio a cinghie e pulegge
senza alcuna protezione
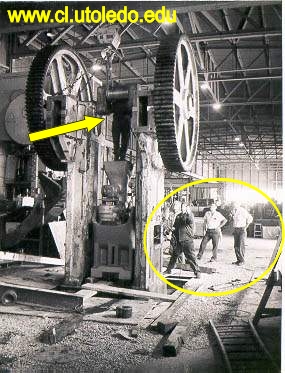
Sotto: montaggio macchina
Indicato dalla freccia gialla, si può vedere un operaio in piedi sul braccetto della biella del piatto mobile, che sta lavorando al posizionamento dell'albero a camme collegato alle due ruote dentate laterali.
Egli si trova in una posizione di equilibrio instabile e senza alcuna protezione. Mentre a terra, alcuni colleghi (cerchio giallo) lo osservano e dirigono le manovre
(nessuno indossa il casco)
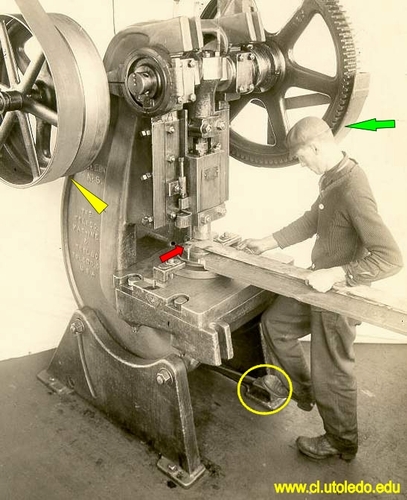
Sotto: operatore alla punzonatrice
Anche questa macchina è movimentata da cinghia e puleggia (freccia gialla)
La trasmissione del movimento avviene tramite un albero orizzontale e pignone, non visibili sulla parte posteriore, che trasmettono il movimento alla ruota dentata (a destra) solidale all'albero a camme, che imprime poi il movimento verticale al punzone (freccia rossa) Il tutto, come sempre, senza alcuna protezione, e come si vede, l'operatore ha il capo a pochi centimetri dalla ruota dentata. La macchina non ha alcuna protezione meccanica ne elettrica anti schiacciamento delle mani dell'operatore, il quale aziona il movimento della macchina tramite il pedale (cerchio giallo) e naturalmente, l'operatore non indossa alcun DPI (guanti, casco, occhiali)
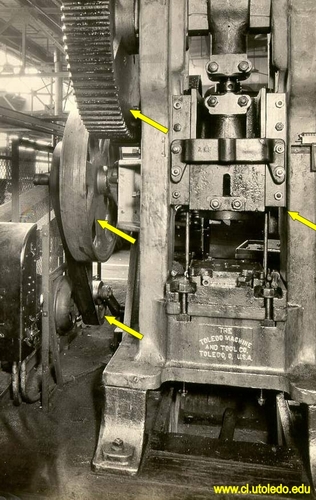
Sotto: Pressa meccanica a motore indipendente
A prima vista, sembra che la macchina sotto, sia movimentata da un motore elettrico indipendente, che trasmette il movimento alla ruota dentata, tramite alcuni rinvii di pulegge e cinghie. Il tutto rigorosamente senza alcuna protezione.
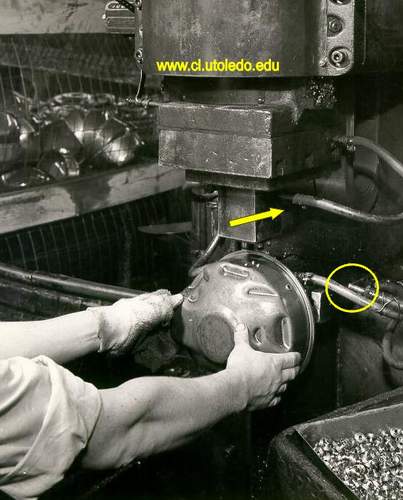
sotto: operazione di punzonatura
Questa è una operazione molto comune nelle officine di produzione di pezzi imbutiti*. Come si può vedere l'operatrice, indossa solo uno pseudo guanto e la macchina non ha alcun sistema di protezione per impedire che l'operatrice possa inserire le mani o le dita tra le parti operative della macchina.
Indicato dalla freccia e dal cerchietto giallo: il sistema di espulsione dei materiali di scarto, a mezzo di getto d' aria compressa.
(l'Imbutitura è quella operazione meccanica che consente
di trasformare una lamiera metallica piana in un pezzo concavo o convesso)
sotto: operazione di imbutitura
Ancora un'operatrice al lavoro ad una pressa. Nel cerchio giallo si vedono bene i due ugelli per il getto di aria compressa per l'eiazione dei residui metallici di scarto. La macchina non ha alcuna protezione delle parti in movimento. Ma si può notare una strana cinghietta di cuoio alla mano destra dell'operatrice...
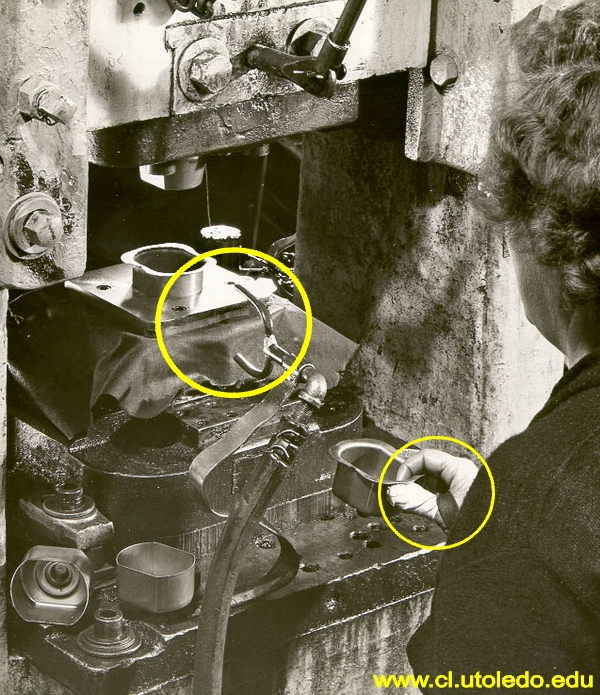
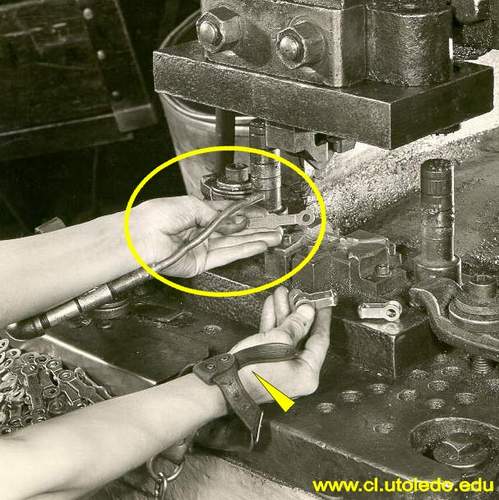
Sotto: Operazione di piegatura
L'operatrice sotto, è addetta ad una operazione di piegatura di un pezzo,
che tiene nella mano sinistra, mentre il pezzo finito lo tiene nella mano destra, utilizzando una pressa meccanica. Il tubo metallico che si nota davanti alla mano destra, collegato ad un tubo in gomma, alimenta l'ugello incorporato alla stampo inferiore, per il getto di aria compressa per ripulire i punzoni dai materiali si scarto.
Come si puo notare, (freccia gialla) l'operatrice indossa una specia di imbracatura alla mano destra, collegata ad una catena.
Questo è uno dei primi sistemi di sicurezza meccanica per evitare che l'operatore potesse inserire la mano a contrasto nelle parti in movimento.
In questo caso le operazioni probabilmente si svolgevano così:
1) l'operatrice inseriva il pezzo con la mano sinistra;
2) poi sempre con la mano sinistra, azionava il comando di avvio macchina;
3) la macchina, tramite un sitema meccanico, durante la fase di discesa del punzone, faceva in modo che si riducesse la lunghezza della catena a cui era collegata l'mbracatura della mano destra, in modo che "forzatamente" la mano non potesse in alcun modo trovarsi nel raggio d'azione degli stampi che si chiudevano. (la mano sinistra rimaneva occupata sul comando di azionamento della macchina)
Questo sitema fu presto sostituito con altri meccanici e/o elettrici ed infine elettronici, meno "costrittivi" e "imprigionanti" di una catena che rendeva gli operai simili a schiavi legati alla macchina a cui lavoravano.
Come dicevo all'inizio, negli anni '70 ho avuto modo di lavorare in una fabbrica in cui si utilizzavano ancora macchinari del genere. Durante il periodo in cui vi ho lavorato, in qualità di montatore meccanico prima e elettricista cablatore poi, ho avuto modo di partecipare ad una sistematica trasformazione e innovazione tecnologica, in cui al primo posto stava la sicurezza. Nuovi sistemi elettrici, idraulici, meccanici e elettronici, hanno sostituito i precedenti, ormai opsoleti. Furono eliminate tutte le vecchie macchine idrauliche ad acqua (arrivai appena in tempo per vedere smantellare l'ultima) e le vecchie macchine a movimentazione meccanica, sostituendole con più moderne idrauliche.
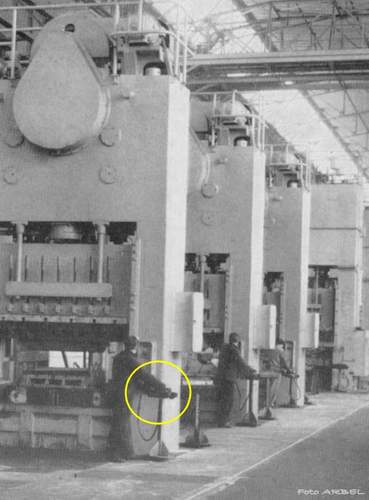
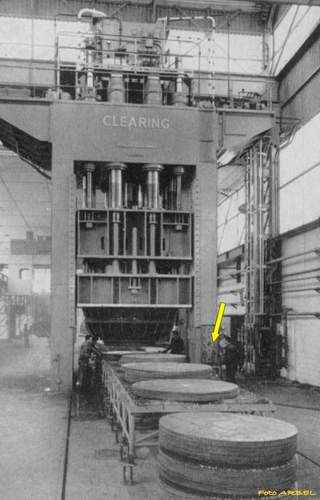
Sotto si può vedere una pressa idraulica (oleodimanica) di grande potenza, che trasformava i dischi di metallo di circa 5 mm di spessore (vedi nella foto) in fondi di cisterne.
Gli operatori per premere i pulsanti di avvio del movimento, degli stampi, dovevano uscire dal campo interno della macchina, per rendersi ai pannelli dei montanti della pressa (freccia gialla) I pulsanti, due per ogni operatore, in modo che tutte le mani fossero occupate, dovevano essere azionati TUTTI contemporaneamente (con uno scarto di qualche frazione di secondo) in modo che tutti gli operatori dovevano obbligatoriamente trovarsi fuori del raggio operativo della macchina. Se gli operatori non petevano vedersi per coordinare il momento dell'azionamento dei pulsanti, un capo macchina posizionato in luogo visibile da tutti, dava l'ordine.
Sotto: Catena di stampaggio cone presse meccaniche
La catena sotto fotografata, produceva pezzi di carrozzeria auto. Da un foglio piano, dopo tutta la serie di passaggi da pressa a pressa (in genere 5) ne usciva un parafango anteriore destro (all'epoca della Renault 4)
Come si vede nella foto, sono presse meccaniche con motore sul cappello, sul lato visibile è piazzato il volano motore con il sistema frenante e frizione.
Il movimento veniva trasmesso a due bielle che facevano scendere il piatto, al quale era fissata la parte superiore dello stampo, mentre l'altra metà della matrice, era fissata alla base statica. All'interno della base fissa, erano sitemati dei pistoni ad aria compressa, per l'espulsione dei pezzi finiti o getti d'aria per l'evacuazione dei pezzi di scarto, i quali finivano in un convogliatore posto in un tunnell sotto le macchine stesse. Tutto il materiale di scarto, veniva convogliato, assieme a quello proveniente dalle altre linee di stampaggio, in un unico raccoglitore a tramoggia dal quale, finivano in una benna, che una volta piena veniva trasportava ad un compattatore, per finire di nuovo in fonderia. Come si vede nel cerchio giallo, l'operatore, per azionare il meccanismo, doveva appoggiare entrambe le mani su dei pulsanti posizionati su un supporto a "leggio". I pulsanti erano disposti in maniera che non fosse possibile azionarli con un unica mano e un controllo elettronico impediva che si potesse mantenerne uno premuto costantemente, per evitare che il comando fosse impartito con una sola mano. (er evitare che se ne tenesse uno bloccato premuto, per avere una mano libera)
Nella foto si distinguono male, ma tutti gli operatori indossano cuffie antirumore leggerissime. A cominciare dagli anni '75 - '76, furono messe a disposizione, cuffie con musica incorporata.
Via radio, veniva diffusa musica classica a volume moderato.
Della serie: volendo si possono fare anche cose gradevoli.
A dire il vero, in questa fabbrica, la sicurezza era sempre tenuta
molto in considerazione, anche se, per la natura stessa del lavoro
svolto, l'alto numero di dipendenti e la particolarità dei materiali trattati,
succedevano infortuni.
Un nota di curiosità:
In questa fabbrica, fino agli anni '70, era in esercizio una delle due presse meccaniche più potenti d'Europa. Veniva utilizzata per imbutire
parti di chassì di autorticolati. Il pezzo veniva realizzato in un sol colpo,
partendo da una lamiera piana di 8 mm di spessore.
(le foto più moderne provengono da uno stampato della ditta "ARBEL Industrie" Douai Francia
In questa fabbrica ho lavorato da ottobre 1970 a giugno 1976 )

